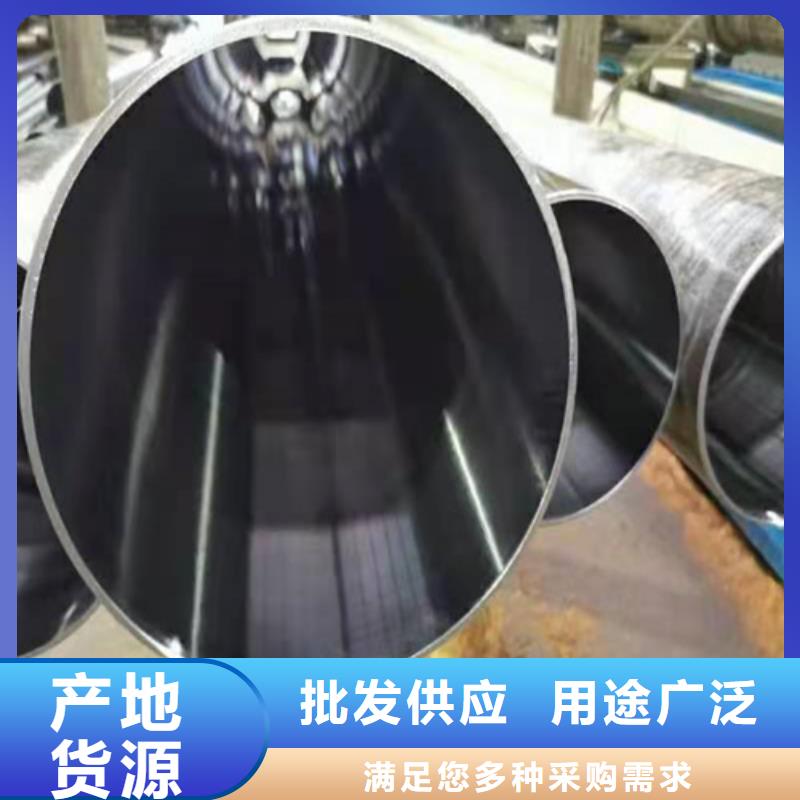
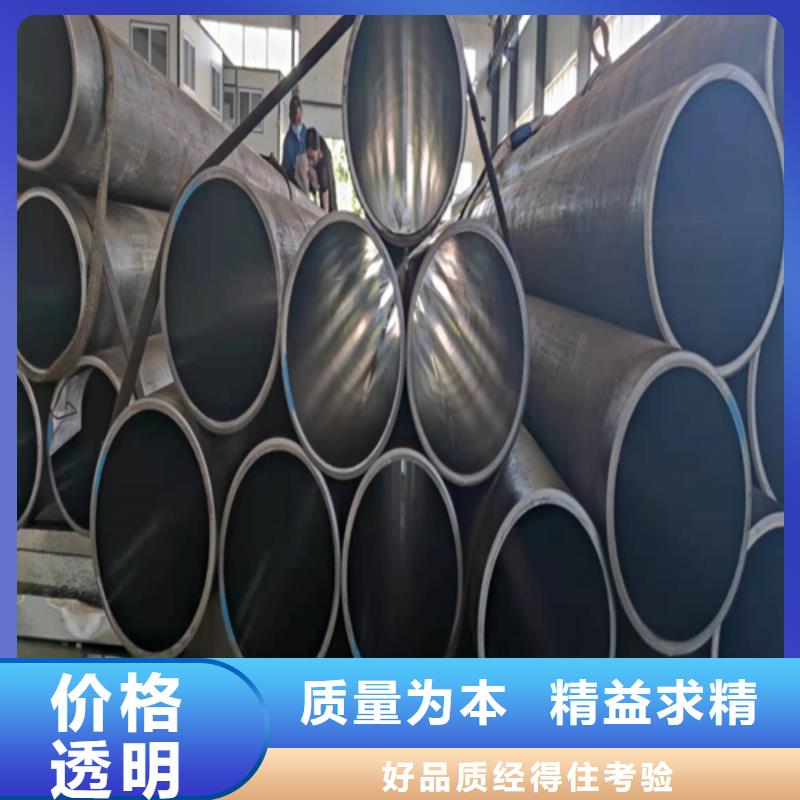
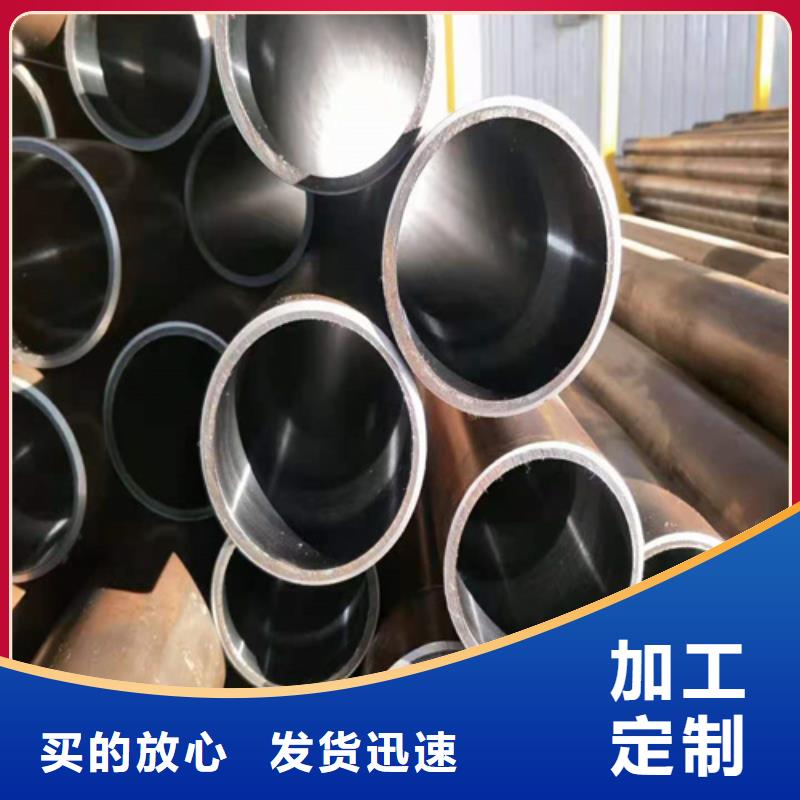
现货充足的绗磨管厂家
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 充足的绗磨管供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 港北区、港南区、覃塘区、平南县、桂平市等区域。 |

1、滚压油缸管压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压油缸管力增加,表面粗糙度提高。但是滚压力增加到一定程度,表面粗糙度不再提高。如继续增加,滚压表面开始恶化,甚至出现裂纹。
2、提高工件表面粗糙度,采用滚压加工效果好。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面好小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。


45#绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果绗磨管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。1、绗磨管存在微量变化和浅状拉痕,可以采用珩磨工艺修复,也可采用镀层修复。2、绗磨管内表面磨损严重,存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺绗磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复大口径绗磨管。减磨修补剂主要用于对磨损、划伤金属零件的修复。绗磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用清洗沟槽表面,用绗磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于绗磨管内表面,待固化后,打磨并留出精加工余量。后通过研磨使绗磨管整体尺寸、行位公差、粗糙度达到要求,油压机的珩磨钢管是液压传动的执行元件,它与主机的工作机构有着直接的联系,对于不同的机构,液压缸同样具有不同的用途和要求,因此作为设计者在设计前应作调



但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。



随着不断的发展广西贵港九冶管业有限公司狠抓管理、完善经营机制,建立了一整套质量与售后保障体系,不断提高 绗磨管产品科技含量以及服务水平,随时为迎接新的机遇与挑战做好准备! 同时我们随时欢迎来自社会各界的新老朋友一起为了我们共同的家园,相互交流,真诚合作,共同成长 !



珩磨管的敷设排列和走向应整齐一致,层次分明,尽量采用水平或垂直布管,水平管道的不平行度应≤2/1000;垂直管道的不垂直度应≤2/400。用水平仪检测。较长的管道必须考虑有效措施以防止温度变化使管子伸缩而引起的应力。直径50mm以上的珩磨管一般应采用机械加工方法切割。如用气割,则必须用机械加工方法车去因气割形成的组织变化部分,同时可车出焊接坡口。除回油管外,压力由管道不允许用滚轮式挤压切割器切割,切割表面必须平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊条、焊剂应与所焊管材相匹配,其牌号必须有明确的依据资料,有产品合格证,且在有效使用期内。焊条、焊剂在使用前应按其产品说明书规定烘干,并在使用过程中保持干燥,在当天使用。焊条药皮应无脱落和显著裂纹。珩磨管珩磨加工后表面质量好,有利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命;加工范围广,主要加工各种圆柱形孔,用专用珩磨头,还可加工圆锥孔、椭圆孔等。

产品

- 不锈钢复合管护栏排行 2025-11-23
- 防撞护栏-2025厂家热销产品 2025-11-23
- 本地的不锈钢带实体厂家 2025-11-23
- 槐树厂家质量过硬 2025-11-23
- 声测管质高价优 2025-11-23
- 劈裂机厂家直销_售后服务保障 2025-11-23
- 不锈钢板_品类齐全 2025-11-23
- 球墨井盖厂家直销多少钱 2025-11-23
- 广受好评铝板厂家 2025-11-23
- 蓝莓苗行情 2025-11-23
- 工角槽价格合理 2025-11-23
- 净水器不怕同行比质量 2025-11-23
- ##卡箍厂家 2025-11-23
- 销售伸缩楼梯的本地厂家 2025-11-23
- 水下电焊生产厂家质量过硬 2025-11-23
联系方式
