直缝焊管出厂价
更新时间:2025-11-29 20:58:18 ip归属地:大理,天气:晴,温度:4-19 浏览:6次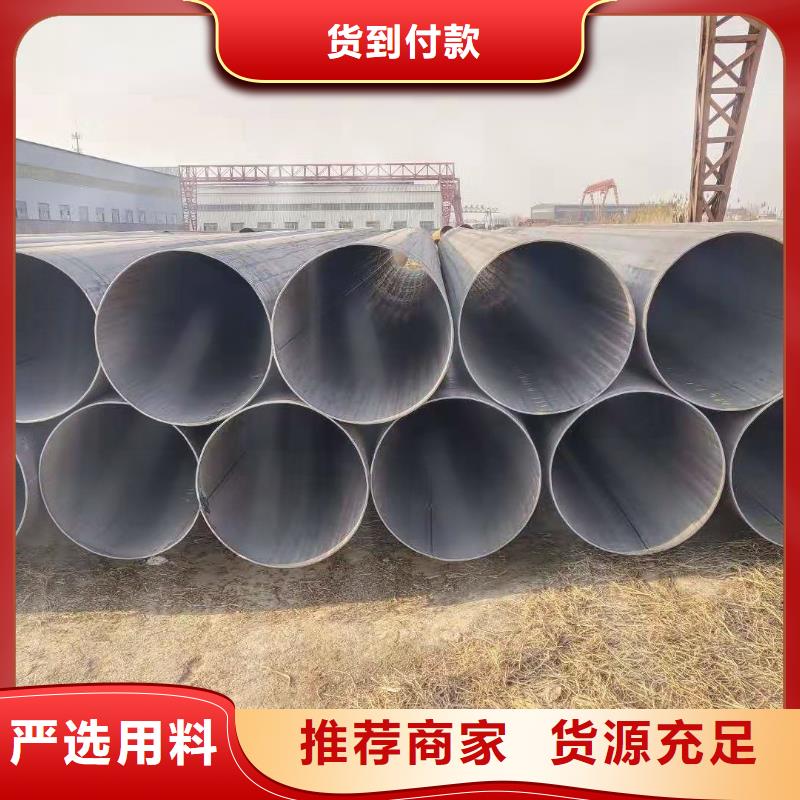

- 发布企业
- 恒鑫达钢管(大理市剑川县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 方矩管、直缝焊管
- 所在地
- 静海区大邱庄镇静王路500米
- 联系电话
- 0527-88266888
- 手机
- 17768165506
- 联系人
- 周金福 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:大理市剑川县直缝焊管出厂价的产品参数
【恒鑫达】以匠心打造多元场景产品,涵盖永平方矩管、直缝焊管产地工厂、宾川方矩管、直缝焊管厂家质量过硬、洱源方矩管、直缝焊管优质材料厂家直销等。直缝焊管出厂价,恒鑫达钢管(大理市剑川县分公司)为您提供直缝焊管出厂价产品案例,联系人:周金福,电话:【0527-88266888】、【17768165506】。 云南省,大理白族自治州,剑川县 2020年,剑川县地区生产总值(GDP)实现58.97亿元,同比增长5.4%。分产业看,产业增加值12.24亿元,同比增长5.9%;第二产业增加值17.87亿元,同比增长2.5%;第三产业增加值28.86亿元,同比增长7.5%。三次产业结构由上年的17.7:32.5:49.8(备注:2019年年报结构,上年公报为2019年快报结构)调整为20.8:30.3:48.9。全县非公有制经济实现增加值31.48亿元,同比增长2.0%,占全县地区生产总值的53.4%。
深入了解直缝焊管出厂价产品,一部视频就够了,快来观看!
以下是:大理剑川直缝焊管出厂价的图文介绍
大理剑川恒鑫达钢管有限公司生产各种 方矩管,直缝焊管,我司技术实力雄厚、企业内部管理严密、生产效率高;本公司生产的 方矩管,直缝焊管品种多,规格齐全,产品先进性、可靠性、稳定性已达到国际先进技术水平;产品以精良的质量、低廉的价格、美观的造型和完善的售后服务赢得了用户的信赖和好评;产品畅销全国各地。


根据GB/T3091-2008《低压流体输送用焊接钢管》标准的规定,钢管的内外表面应光滑,不允许有折叠、裂缝、分层、搭焊、断弧、烧穿及其他深度超过壁厚下偏差的允许有深度不超过壁厚下偏差的其他局部缺陷存在。钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到标准规定的要求。钢管应能承受一定的内压力, 试验压力为5.05Mpa,保持时间不小于5S,实验过程中,钢管不出现渗漏现象。电阻焊钢管允许用超声波探伤检验或涡流探伤检验代替液压试验。埋弧焊钢管允许有超声波探伤检验或射线探伤检验代替液压试验。
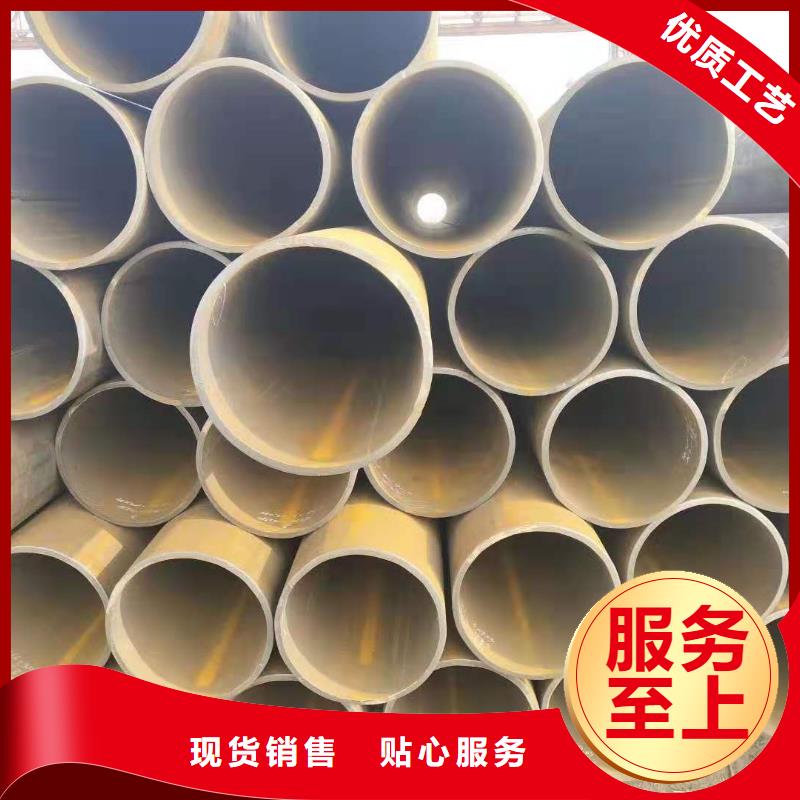
一般焊管用于水、煤气、空气、油和取暖蒸汽等一般较低压力流体的输送。普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。直缝电焊管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
一般焊管用于水、煤气、空气、油和取暖蒸汽等一般较低压力流体的输送。普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。直缝电焊管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。


螺旋钢管根据不同的型材, 对于标准的规定也是不相同的,根据各自的特性规定的标准,螺旋钢管生产厂家分别给大家讲解一下。L360螺旋钢管,采用了电弧在焊剂层下进行焊接的方法,通过电热进行焊接,因此又叫做双面埋弧焊螺旋钢管。L245螺旋钢管,原材料为带钢卷板,在常温下即可制成。16Mn材质螺旋钢管,又称Q345螺旋钢管,钢管的常用材质之一,含碳量在0.1%-0.25%范围内,主要合金元素包括锰、硅、钒、铌和钛等。Q345B螺旋钢管,材质属于低碳合金钢碳含量在0.2%以下,有良好的冷冲压性能和焊接性能,低温承受能力好,综合性价比高。
钢管的冷却方法是生产过程中比较重要的环节,操作是否正规,直接影响到成品的质量,一定不要忽视细小的操作步骤。钢管厂每吨钢材的燃料消耗取决于坯料的加热时间、加热制度、加炉的结构和产量、坯料的钢种、断面的尺寸以及坯料人炉时的温等因素。对型钢车间常用的连续式加热炉而言,炉子的产量愈相对的燃料消耗愈少;反之,燃料消耗愈多。因此,螺旋钢管厂提高轧机作率、提高力热炉生产率是减少单位燃料消耗的重要途径。另外,坯料断面越加热时间越短,炉子的各种热损失愈少,燃料消耗也就愈少。型钢车间的电能消耗主要用于驱动轧机的主电机和车间内各韦替助设备的电机生产用电以及照明用电。显而易见,照明用电只胃电总量的很少部分。型钢车间生产用水主要用于加热炉冷却、轧钢机轧 冷却、冲刷氧化铁皮、热剪或热锯的冷却以及轧后控制冷却。
螺旋钢管生产为了降低焊缝强度,会使用许多的方法,现在分享给大家。
钢管的冷却方法是生产过程中比较重要的环节,操作是否正规,直接影响到成品的质量,一定不要忽视细小的操作步骤。钢管厂每吨钢材的燃料消耗取决于坯料的加热时间、加热制度、加炉的结构和产量、坯料的钢种、断面的尺寸以及坯料人炉时的温等因素。对型钢车间常用的连续式加热炉而言,炉子的产量愈相对的燃料消耗愈少;反之,燃料消耗愈多。因此,螺旋钢管厂提高轧机作率、提高力热炉生产率是减少单位燃料消耗的重要途径。另外,坯料断面越加热时间越短,炉子的各种热损失愈少,燃料消耗也就愈少。型钢车间的电能消耗主要用于驱动轧机的主电机和车间内各韦替助设备的电机生产用电以及照明用电。显而易见,照明用电只胃电总量的很少部分。型钢车间生产用水主要用于加热炉冷却、轧钢机轧 冷却、冲刷氧化铁皮、热剪或热锯的冷却以及轧后控制冷却。
螺旋钢管生产为了降低焊缝强度,会使用许多的方法,现在分享给大家。



钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对钢管制造生产过程进行质量监控,那么在组装时,如何保证钢管的平整度及整体偏差呢?下面为您分析一下。弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。改进焊接工艺:采取小范围焊接,特别是 层的焊接,增加焊接层次,以此减少焊接变形量,减少钢管外形尺寸的偏差。直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。
螺旋钢管淬火现在研究了一种比较先进的技术称为调,就是焊缝感应加热淬火+回火处理,看一下它的具体讲解。螺旋钢管厂质处理后焊缝的综合力学性能完全达到管体的水平,实现焊缝铲体性能均一化。实现这项热处理工艺技术的核心就是必须掌握磁场加热技术,保证加热温度的均匀和准确。对于低合金髙强网和微合化高强度钢焊缝的淬火加热温度为900~950T,回火温度为600~650T,淬火采用喷淋式冷却,回火采用空冷与冷会结合冷却。淬火、回火温度采用纵向磁场加热时,控温的准确过了以达到±10°C,这是高强度焊管保持性能稳定必需的控温水平, 用横向磁场加热焊缝同样要求高的控温精度,也是相对于比较先进的焊缝热处理的方法。
螺旋钢管淬火现在研究了一种比较先进的技术称为调,就是焊缝感应加热淬火+回火处理,看一下它的具体讲解。螺旋钢管厂质处理后焊缝的综合力学性能完全达到管体的水平,实现焊缝铲体性能均一化。实现这项热处理工艺技术的核心就是必须掌握磁场加热技术,保证加热温度的均匀和准确。对于低合金髙强网和微合化高强度钢焊缝的淬火加热温度为900~950T,回火温度为600~650T,淬火采用喷淋式冷却,回火采用空冷与冷会结合冷却。淬火、回火温度采用纵向磁场加热时,控温的准确过了以达到±10°C,这是高强度焊管保持性能稳定必需的控温水平, 用横向磁场加热焊缝同样要求高的控温精度,也是相对于比较先进的焊缝热处理的方法。


直缝焊管出厂价_恒鑫达钢管(大理市剑川县分公司),固定电话:【17768165506】,移动电话:【0527-88266888】,联系人:周金福,静海区大邱庄镇静王路500米。