公司新闻
异型管厂家-点击领取样品
更新时间: 2025-11-29 20:55:03 ip归属地:三明,天气:晴,温度:6-23 浏览:1次
以下是:三明市尤溪县异型管厂家-点击领取样品的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 异型管-点击领取样品供应范围覆盖福建省、三明市、尤溪县、梅列区、三元区、明溪县、清流县、宁化县、大田县、沙县区、将乐县、泰宁县、建宁县、永安市等区域。 |
【福仕达】业务覆盖多领域场景,主营沙县球墨铸铁管诚信厂家、三元球墨铸铁管专业生产团队、大田球墨铸铁管专业生产制造厂、将乐球墨铸铁管现货直供等产品服务。异型管厂家-点击领取样品_福仕达金属材料(三明市尤溪县分公司),固定电话:【18762195566】,移动电话:【0527-88266222】,联系人:李经理,开发区汇通物流园内。 福建省,三明市,尤溪县 2022年,尤溪县实现地区生产总值(GDP)262.65亿元,同比增长3.9%。产业实现增加值55.10亿元,增长4.5%;第二产业实现增加值96.23亿元,增长2.0%;第三产业实现增加值111.32亿元,增长5.3%。
无需繁琐的文字描述,观看我们的视频,让异型管厂家-点击领取样品产品一览无余!
以下是:三明尤溪异型管厂家-点击领取样品的图文介绍

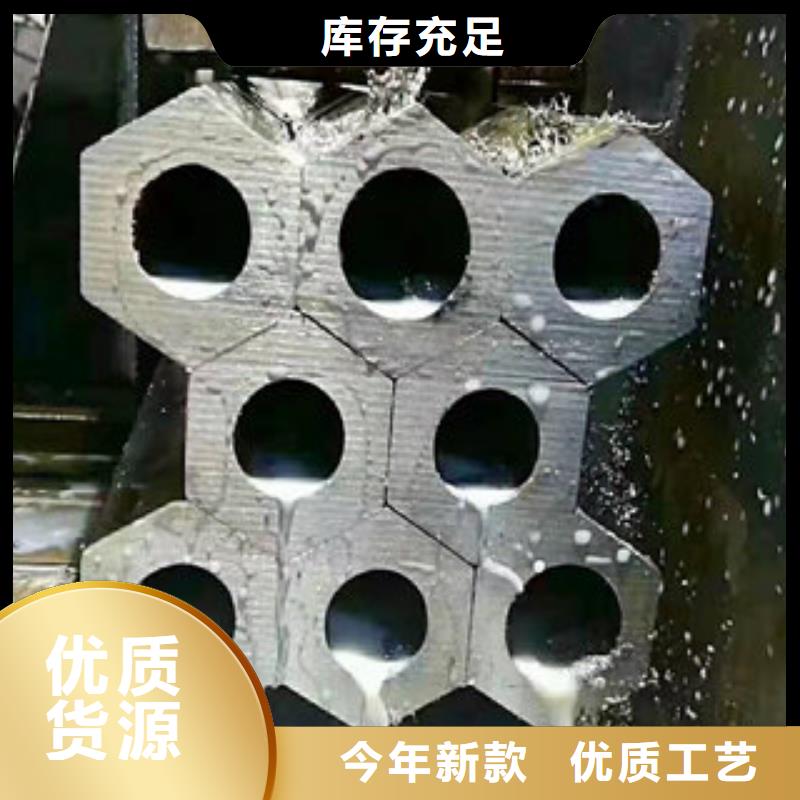
异型管成形过程是钢板首先被送去压型,再由控制器送到弯曲位置,在经过一系列与管径相匹配的压模后而形成一个开口管。操作时有两个控制器,板的一侧首先被弯成半圆,然后板被第二个控制器移动,另一侧随后也被弯曲成形。因为弯曲模刃的厚度会影响开口管的圆度,因此弯曲模刃的厚度必须保证小。一般成形完毕后,开口管被送到边缘弯曲机上,板的两个边缘被连续滚压成所需形状。这种方法的特点是适应性强,对中等生产量来说经济性好,可以制作小口径和厚壁异型管。 这种方法生产率,也是直缝钢管主要的生产方法。机组的简要生产过程是首先弯成U形,然后压成O形,内外焊完后进行机械冷扩径。这种方法的特点是可获得尺寸极其稳定的异型管,生产能力高,可制造长度超过18m长的管材。


异型管六种表面缺陷,措施
(一)折叠
异型管表面沿轧制方向局部较长或连续的近似裂纹的缺陷,一般呈直线状。
这是由于半成品出现耳子、严重划伤或孔型错辊后的轧件再轧制时边角部位无法延展开而造成。
措施:合理控制半成品尺寸,生产过程中应检查轧件辊缝两边有无耳子和孔型错辊现象;注意观察轧件运行状况。
(二)结疤
异型管表面呈块状或鱼鳞状大小不等、厚度不均、外形不规则的舌头形或指甲形疤痕。
结疤下面一般带有氧化铁皮,翘起的结疤又称翘皮。
形成的原因有:钢坯有结疤、重皮、夹杂等缺陷;半成品轧件存在局部凸块;孔型掉块或沙眼;孔型刻痕或焊疤不良;轧件在孔型内打滑;外界金属轧入轧件表面;半成品被外界物品刮伤等。
措施:不合格钢坯不得入炉;孔型采取刻痕或焊疤时,刻、焊痕形状和高度应平缓圆滑;加强轧辊质量检查;合理孔型设计;严禁低温、黑头钢轧制;经常检查孔型磨损情况并及时倒孔型;异型管运送设备和运行场所应整洁圆滑。
(三)凹坑
表面有局部周期性或无规律的凹下缺陷,原因是:轧制孔型有凸块或粘附有氧化铁皮;异型管表面无根结疤的脱落;外来金属物品代入孔型经轧制脱落后形成。
措施:孔型冷却水应干净,水量应充足;异型管钢坯质量合格;生产环境无杂物。
(四)裂纹
在钢坯或异型管表面呈现深浅不一且分散的发状细纹,一般沿轧制方向不均匀排列。
这是由于连铸坯的皮下气泡、表面气孔、非金属夹杂物、加热温度不均、钢温过低或轧后冷却不当等造成的。
措施:炼钢应作好钢水的冶炼和脱气工作,降低出钢温度,采用保护浇铸,避免二次氧化;轧钢应合理控制炉温和冷却速度。
(五)耳子
钢材辊缝两边或单边沿轧制方向过充满造成局部或连续的凸起状态。
形成的原因有:成品前孔轧件来料大;进口导卫偏、松,轧件扶不正;轧辊轴向窜动;加热不均或温度过低;成品孔型磨损产生带有台阶的凸起。
措施:合理控制加热炉温和半成品尺寸;严格导卫装置的调整;提高异型管轧机预装精度;定时定量倒孔型。
(六)划痕
异型管表面有局部或断续的沟痕,一般呈直线或弧形。
产生原因:进口、出口导卫加工安装不当或轧件运送设备刮伤;轧件脱槽不利。
措施:正确加工、安装、使用进出口导卫设施;轧件运送设备和运行场所应整洁圆滑。
(一)折叠
异型管表面沿轧制方向局部较长或连续的近似裂纹的缺陷,一般呈直线状。
这是由于半成品出现耳子、严重划伤或孔型错辊后的轧件再轧制时边角部位无法延展开而造成。
措施:合理控制半成品尺寸,生产过程中应检查轧件辊缝两边有无耳子和孔型错辊现象;注意观察轧件运行状况。
(二)结疤
异型管表面呈块状或鱼鳞状大小不等、厚度不均、外形不规则的舌头形或指甲形疤痕。
结疤下面一般带有氧化铁皮,翘起的结疤又称翘皮。
形成的原因有:钢坯有结疤、重皮、夹杂等缺陷;半成品轧件存在局部凸块;孔型掉块或沙眼;孔型刻痕或焊疤不良;轧件在孔型内打滑;外界金属轧入轧件表面;半成品被外界物品刮伤等。
措施:不合格钢坯不得入炉;孔型采取刻痕或焊疤时,刻、焊痕形状和高度应平缓圆滑;加强轧辊质量检查;合理孔型设计;严禁低温、黑头钢轧制;经常检查孔型磨损情况并及时倒孔型;异型管运送设备和运行场所应整洁圆滑。
(三)凹坑
表面有局部周期性或无规律的凹下缺陷,原因是:轧制孔型有凸块或粘附有氧化铁皮;异型管表面无根结疤的脱落;外来金属物品代入孔型经轧制脱落后形成。
措施:孔型冷却水应干净,水量应充足;异型管钢坯质量合格;生产环境无杂物。
(四)裂纹
在钢坯或异型管表面呈现深浅不一且分散的发状细纹,一般沿轧制方向不均匀排列。
这是由于连铸坯的皮下气泡、表面气孔、非金属夹杂物、加热温度不均、钢温过低或轧后冷却不当等造成的。
措施:炼钢应作好钢水的冶炼和脱气工作,降低出钢温度,采用保护浇铸,避免二次氧化;轧钢应合理控制炉温和冷却速度。
(五)耳子
钢材辊缝两边或单边沿轧制方向过充满造成局部或连续的凸起状态。
形成的原因有:成品前孔轧件来料大;进口导卫偏、松,轧件扶不正;轧辊轴向窜动;加热不均或温度过低;成品孔型磨损产生带有台阶的凸起。
措施:合理控制加热炉温和半成品尺寸;严格导卫装置的调整;提高异型管轧机预装精度;定时定量倒孔型。
(六)划痕
异型管表面有局部或断续的沟痕,一般呈直线或弧形。
产生原因:进口、出口导卫加工安装不当或轧件运送设备刮伤;轧件脱槽不利。
措施:正确加工、安装、使用进出口导卫设施;轧件运送设备和运行场所应整洁圆滑。



三明尤溪福仕达金属材料有限公司以全新的市场布局,针对 球墨铸铁管应对行业变化,顺应市场趋势发展,以期在创变中寻求突破,进而品牌核心竞争力,把握市场机遇,引领视讯产业开启全屏时代!


焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。



在三明市尤溪县本地采买异型管厂家-点击领取样品到福仕达金属材料(三明市尤溪县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-【18762195566】。
其他新闻
- 无缝钢管正规厂家生产 2025-11-29
- 性价比高的热镀锌方管生产厂家 2025-11-29
- 供应批发注浆钢花管-优质 2025-11-29
- 坡道质量有保证 2025-11-29
- 桥梁养护器品种多价格低 2025-11-29
- 不锈钢槽钢本地批发 2025-11-29
- 值得信赖的H型钢批发商 2025-11-29
- 供应扬尘监测系统_诚信企业 2025-11-29
- 优选:伸缩楼梯品牌厂家 2025-11-29
- 工角槽大品牌品质优 2025-11-29
- 供应角钢的当地厂家 2025-11-29
- 泥浆泵远销各地 2025-11-29
- 热浸塑钢管厂家数十年行业经验 2025-11-29
- 桥梁护栏来图来样定制 2025-11-29
- 不锈钢复合管护栏直销厂家 2025-11-29
产品



联系方式
