珩磨管自有工厂
更新时间:2025-11-29 19:38:23 ip归属地:曲靖,天气:晴,温度:3-19 浏览:3次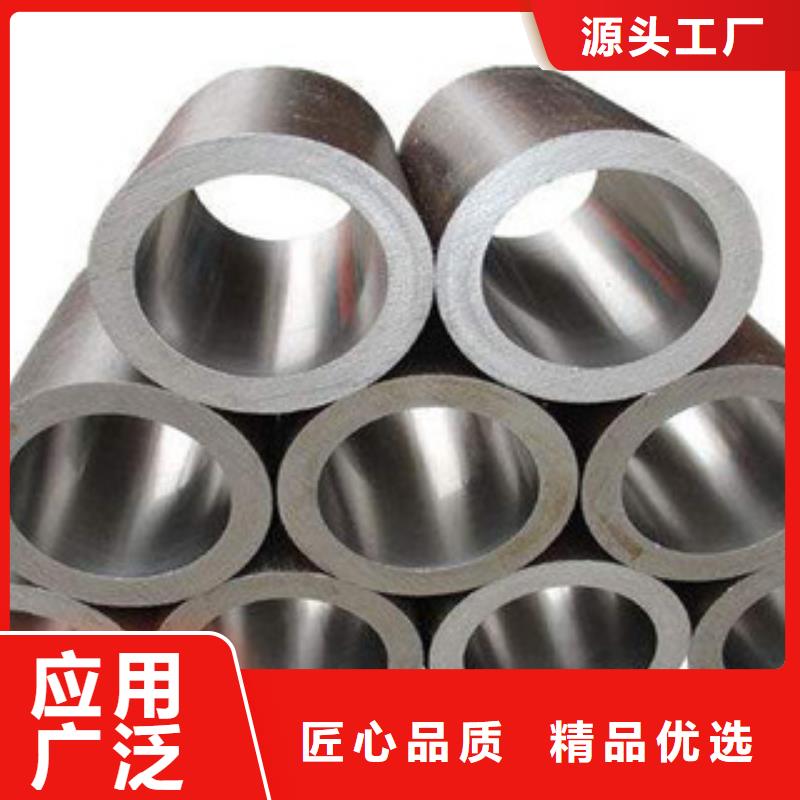
- 发布企业
- 九冶管业(曲靖市罗平县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密管
- 所在地
- 经济技术开发区汇通物流园
- 联系电话
- 0527-88266222
- 手机
- 18762195566
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍


不管什么设备,不管设备的质量有多好,都有使用时限,但是如果平时使用正确、维护好,可以有效延长使用寿命,液压油缸是液压系统中的一员,怎样延长液压油缸的使用寿命?
液压油缸要防锈,因为液压油缸的活塞部分在工作状态中是要伸出油缸的,自然就会受到氧化物的、酸性气体的侵蚀,因此要采取一些措施进行防锈,以免重要部件受侵蚀而被损坏。
还要开箱换油。因为长时间使用,难免会有异物进入液压油缸中,这样在使用中就会发生摩擦增大现象,另外,液压油也是有一定的使用寿命,长时间不换油会损坏或者侵蚀液压油缸内部。
珩磨管属于无缝钢管的深加工产品,内孔精度高,光洁度高,耐磨性好,主要用来加工生产各种液压设备,同时也能为煤矿等生产企业提供配套的液压配件。
无缝管是一种具有中空截面、周边没有接缝的长条钢材。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
一般用无缝管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。



不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。
由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。
为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。


曲靖罗平九冶管业有限公司常年销售 精密管等,我公司产品以良好的质量赢得了广大用户的好评,取得了良好的业绩。公司现货规格齐全,货源充足。多年来坚持守约、保质、薄利、重义的经营理念,与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司让利于客户,收承兑汇票,装车免费,节假日照常发货,并为用户运输,调剂余缺,欢迎广大客户朋友光临惠顾!



珩磨管珩磨加工后表面质量好,有利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命;加工范围广,主要加工各种圆柱形孔,用专用珩磨头,还可加工圆锥孔、椭圆孔等。
加工精度高,特别是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。
珩磨机主要用在汽车、拖拉机、液压件、轴承、航空等制造业中珩磨工件的孔,是一种利用珩磨头珩磨工件精加工表面的磨床,我们经常提到的珩磨管就是它的主要加工产品之一。
从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。 而立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等,镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动,从而完成对珩磨管的加工。


冷拔绗磨管新工艺流程
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
什么是冷拔绗磨管?热轧钢管用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。
其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。)将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,无缝钢管价格适中,深受广大用户喜爱。冷拔钢管用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退 火线。轧硬卷重一般在6~13.5吨,钢卷内径为610mm。


