绗磨管厂家
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 绗磨管供应范围覆盖福建省、福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市 思明区、海沧区、湖里区、集美区、同安区、翔安区等区域。 |

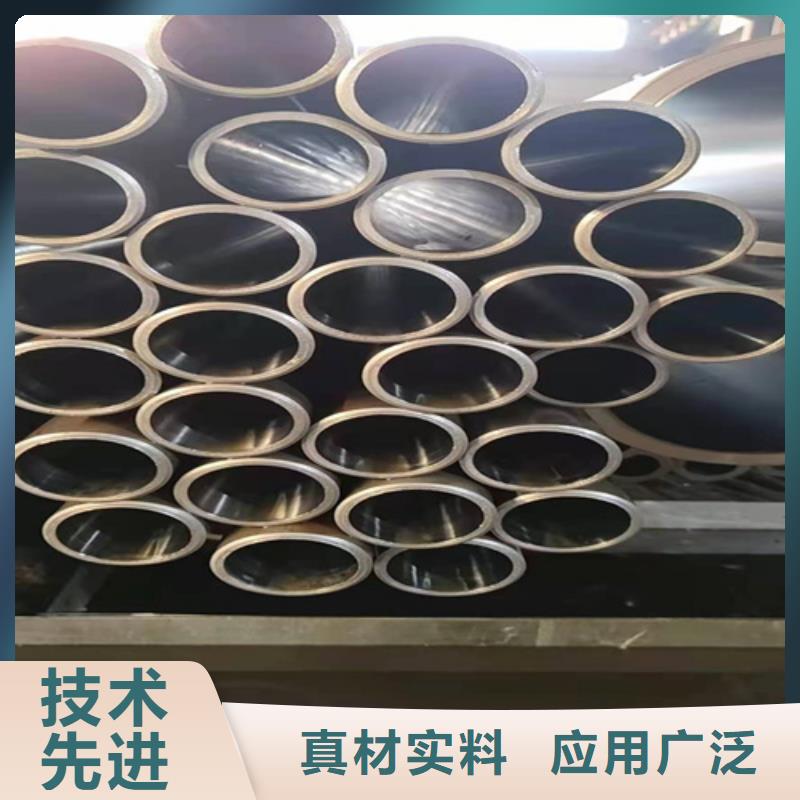
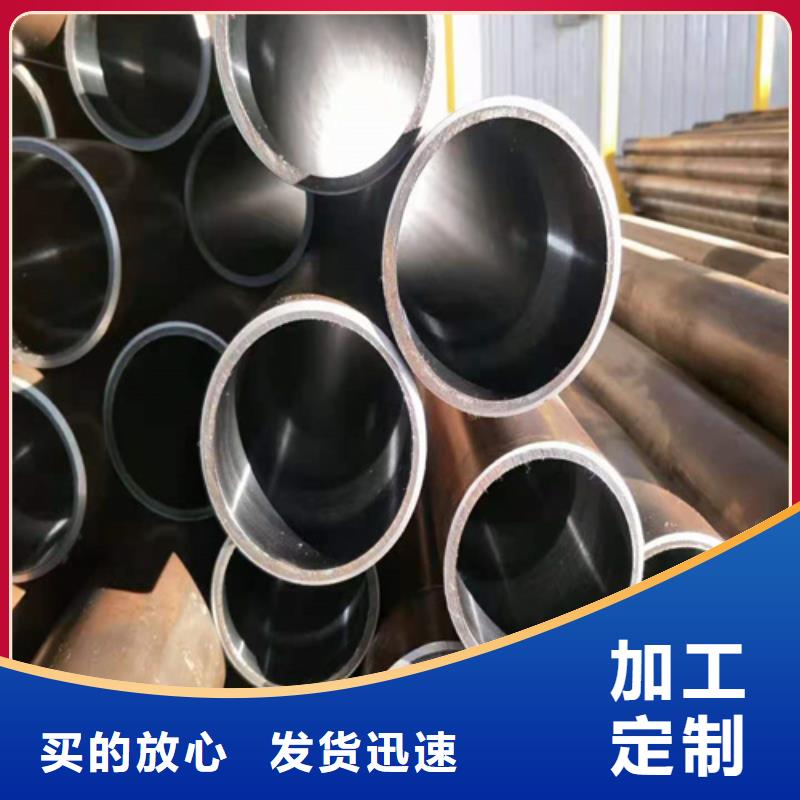
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要


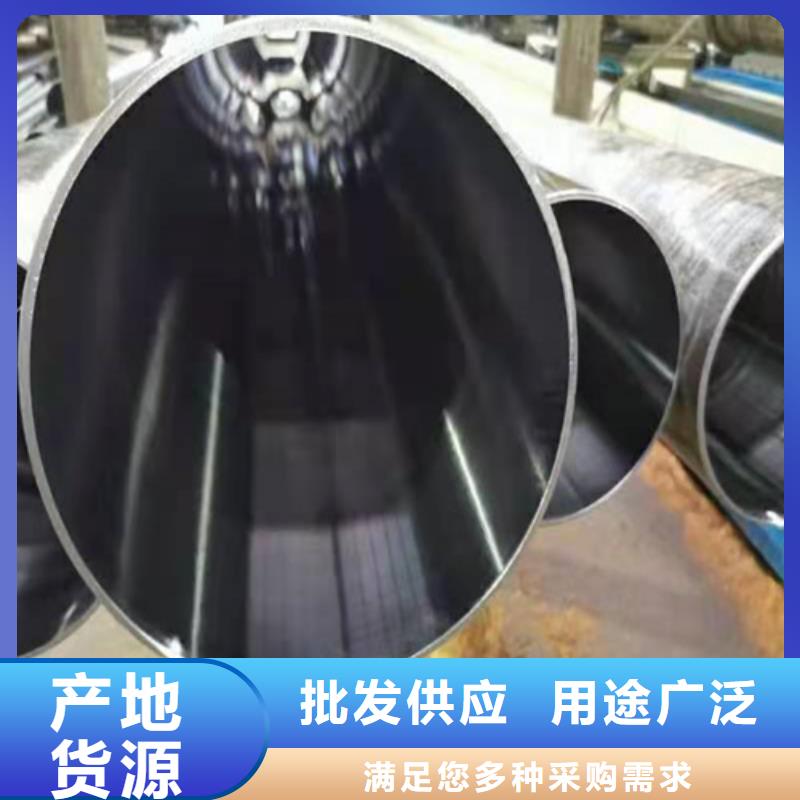
珩磨管与普通无缝钢管相比的话,很明显珩磨管的优势要更加突出,虽然珩磨管每吨会比无缝钢管贵差不多五百左右,但是珩磨管的外径更小,而且精度高,珩磨管有较好的表面质量。关键的是,珩磨管可以进行小批量生产,大大提高了工作效率。而且珩磨管的横截面积可以被制作成各种复杂形状,在此情况下,珩磨管产品的优越珩磨管是通过珩磨工艺加工而成的管材,因为珩磨管大的特点就是有良好的表面光洁度以及耐磨性,因为将在珩磨管管材表面形成了一定角度的交叉网纹,这些网纹里可以存留一定的油起到润滑的作用,从而减少磨檫,延长管材的使用寿命。不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。





1、珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?
珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。
2、在液压缸筒的生产制造上,其是否有珩磨工序?此外,珩磨管,其是否可以当作油缸管来使用?
在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。
3、珩磨管的表面粗糙度,一般是为多少?
珩磨管这一网站产品和关键词,其在表面粗糙度上,一般来讲,是为Ra0.4,而且,这也是必须要达到的,是其基本要求。如果,想要得到提高的话,那么,可以用细砂纸打磨,或是使用镜面加工设备,使其进行镜面加工,从而,来达到目的。


福建厦门九冶管业有限公司是集(福建厦门) 本地 绗磨管生产、销售、设计、制作、安装为一体的厂家,并具有一整套完善的运营模式。长年专业从事生产、销售各种(福建厦门) 本地 绗磨管等。欢迎来电咨询。


- 电缆物美价廉厂家 2025-12-01
- 定做南瓜粉 2025-12-01
- H型钢全国供应 2025-12-01
- 不锈钢复合管现货供应 2025-12-01
- 定做H型钢的公司 2025-12-01
- 甄选:洒水车厂家 2025-12-01
- 快速接头厂家-山西万泽锦达机械制造有限公司 2025-12-01
- 有现货的声测管批发商 2025-12-01
- 2025品质过硬#政管道清淤厂家#解决方案 2025-12-01
- 发货及时的圆钢公司 2025-12-01
- 不锈钢管多种规格任您选择 2025-12-01
- 合金27SiMn免费邮寄样品 2025-12-01
- 泥浆泵常年现货 2025-12-01
- 榆树厂家 2025-12-01
- 做不锈钢复合管栏杆的厂家 2025-12-01