公司新闻
性价比高的不锈钢复合管厂家
更新时间: 2025-11-24 13:01:08 ip归属地:烟台,天气:阴转小雨,温度:6-16 浏览:2次
以下是:烟台市长岛县性价比高的不锈钢复合管厂家的产品参数
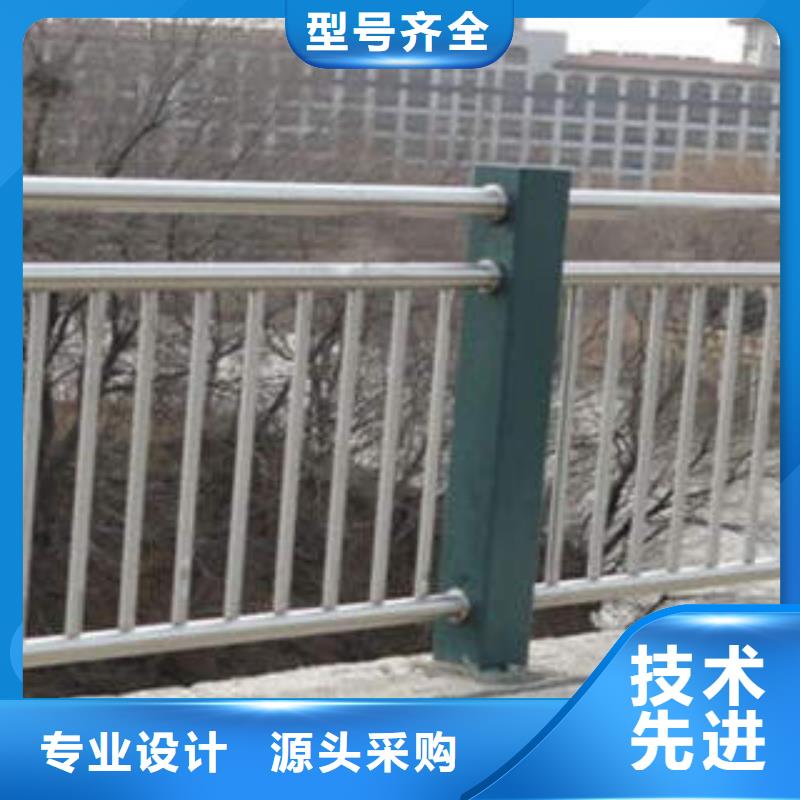
【茂硕 】业务覆盖多元场景,提供以下产品和服务:莱州不锈钢碳素钢复合管护栏厂家品质过硬、福山不锈钢碳素钢复合管护栏厂家厂家实力雄厚、龙口不锈钢碳素钢复合管护栏厂家实力厂商、莱山不锈钢碳素钢复合管护栏厂家源厂直接供货等。性价比高的不锈钢复合管厂家,茂硕钢铁 (烟台市长岛县分公司)为您提供性价比高的不锈钢复合管厂家的资讯,联系人:付经理,电话:【0527-88266222】、【18762195566】。 山东省,烟台市,长岛县 长岛县为烟台市下辖县,因境内有长山岛而得名。由32个岛屿和66个明礁以及8700平方千米海域面积组成,其中有居民岛屿10个。
想要更深入地了解我们的性价比高的不锈钢复合管厂家产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:性价比高的不锈钢复合管厂家的图文介绍

烟台长岛茂硕钢铁 有限公司位于开发区新区天津路18号,地理位置优越,交通便利。烟台长岛茂硕钢铁 有限公司是一家以 不锈钢碳素钢复合管护栏厂家生产、销售及安装为一体的企业。公司自成立以来,坚持以“顾客满意”为宗旨,以“不断”为经营理念,以“科学管理”为手段。以“信誉至上”为基本原则。烟台长岛茂硕钢铁 有限公司在生产 不锈钢碳素钢复合管护栏厂家深受广大客户的赞扬,具有良好的信誉。企业目标:质量,立业之本,管理,强业之路;效益,兴业之源。今日的质量,明日的市场。 以科技为动力,以质量求生存。 以质量求生存,以质量求发展,向质量要效益。 效益来源于服务社会的回报。



不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。

茂硕钢铁 有限公司



钢坯要预热到550℃,在800℃以下要缓慢加热,加热温度不应超过1250℃。马氏体不锈钢对热应力很敏感,所以冷却速度要很缓慢。3Cr13、4Cr13要在850℃以上开始缓冷,直至低于150℃,否则,容易出现裂纹。在清理表面缺陷前,还应进行软化退火,以免产生研磨裂纹。轧制时变形抗力较大,4Cr13的变形抗力为低碳钢的1.6倍,所以不宜采用大压下量轧制。又因该类钢在900-1200℃有较好的塑性,所以终轧温度应在900℃以上。
不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
不锈钢复合管一般以金属作支撑材料,内衬以环氧树脂和水泥为主,它的特点是重量轻、内壁光滑、阻力小、耐腐性能好;也有以高强软金属作支撑,而非金属管在内外两侧。它的特点是管道内壁不会腐蚀结垢,保证水质;也有金属管在内侧,而非金属管在外侧,如塑覆铜管,这是利用塑料的导热性差起绝热保温和保护作用。
不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
不锈钢复合管一般以金属作支撑材料,内衬以环氧树脂和水泥为主,它的特点是重量轻、内壁光滑、阻力小、耐腐性能好;也有以高强软金属作支撑,而非金属管在内外两侧。它的特点是管道内壁不会腐蚀结垢,保证水质;也有金属管在内侧,而非金属管在外侧,如塑覆铜管,这是利用塑料的导热性差起绝热保温和保护作用。
性价比高的不锈钢复合管厂家,茂硕钢铁 (烟台市长岛县分公司)为您提供性价比高的不锈钢复合管厂家产品案例,联系人:付经理,电话:【0527-88266222】、【18762195566】。
其他新闻
- 泥浆泵优品 2025-11-24
- 伸缩楼梯支持定制-这里有您想要的 2025-11-24
- 政管道清淤设备生产厂家 2025-11-24
- 绳钜机实力商家 2025-11-24
- 天沟报价格 2025-11-24
- 专业销售防辐射材料-省钱 2025-11-24
- 法兰片超高性价比 2025-11-24
- 靠谱的喷塑护栏板生产厂家 2025-11-24
- 性价比高的扁钢生产厂家 2025-11-24
- 2025厂家直销##手提式钢筋弯曲机##价格合理 2025-11-24
- 滚丝机下单即生产 2025-11-24
- 不锈钢板供应商 2025-11-24
- 无缝钢管大厂家买的安心 2025-11-24
- 不锈钢复合管护栏现货上市 2025-11-24
- 落水系统量大优先发货 2025-11-24
产品分类
产品


联系方式
