珩磨管_诚信为本
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 珩磨管_供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 蓬江区、江海区、新会区、台山市、开平市、鹤山市、恩平市等区域。 |

随着珩磨管的个性化需求,珩磨管生产厂家需要采用科学的设计方法,以达到用户的需求。
随着竞争的日益激烈,钢材市场的利润空间越来越小,价格透明度越来越高。每个钢管市场都有不同规格,并有超过1万种型号。钢管生产加工企业也有许多。产品包括管类铸件、冷拔管、精整管、热膨胀管、直缝焊管、珩磨管等。管径从5毫米到1200毫米,也可为客户定制不同口径管材。
珩磨管行业积推进技术进步、产品创新、节能减排,珩磨管行业的能耗和二氧化硫排放量下降。随着大量产品的大量涌入,不锈钢珩磨管市场已经出现了供过于求的现状。价格持续走低。随着市场的价格下跌,产业拓展的冲动正在逐渐停止。


主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
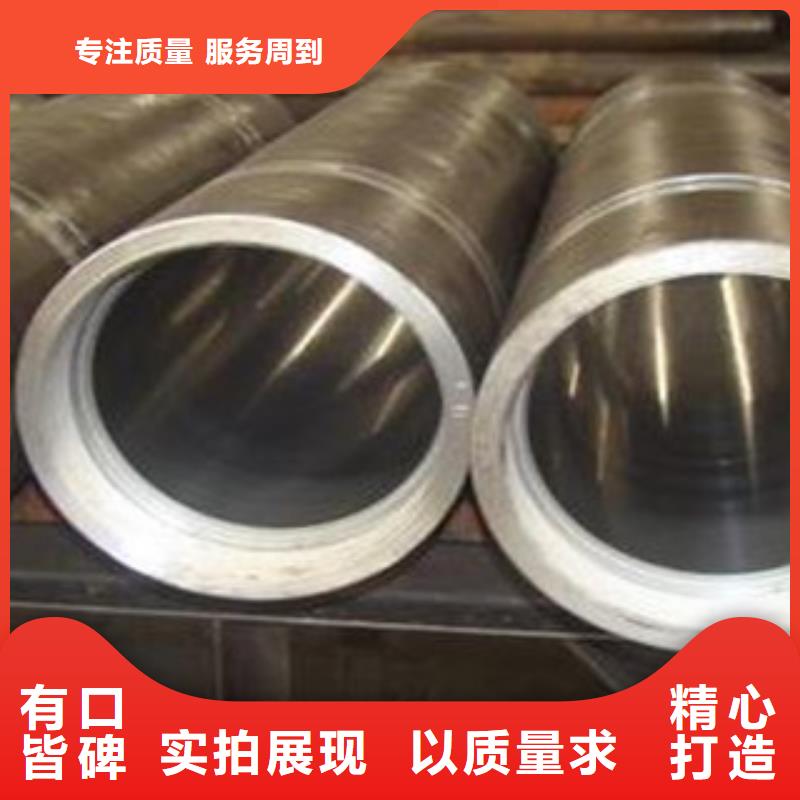
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



广东江门九冶管业有限公司的 精密管产品质量上乘,价格低廉,我们一直在不断的提高 精密管产品质量和技术水平、流水线生产出的 精密管产品可以让您放心。 精密管产品质量可靠,深受新老客户的认可和好评。


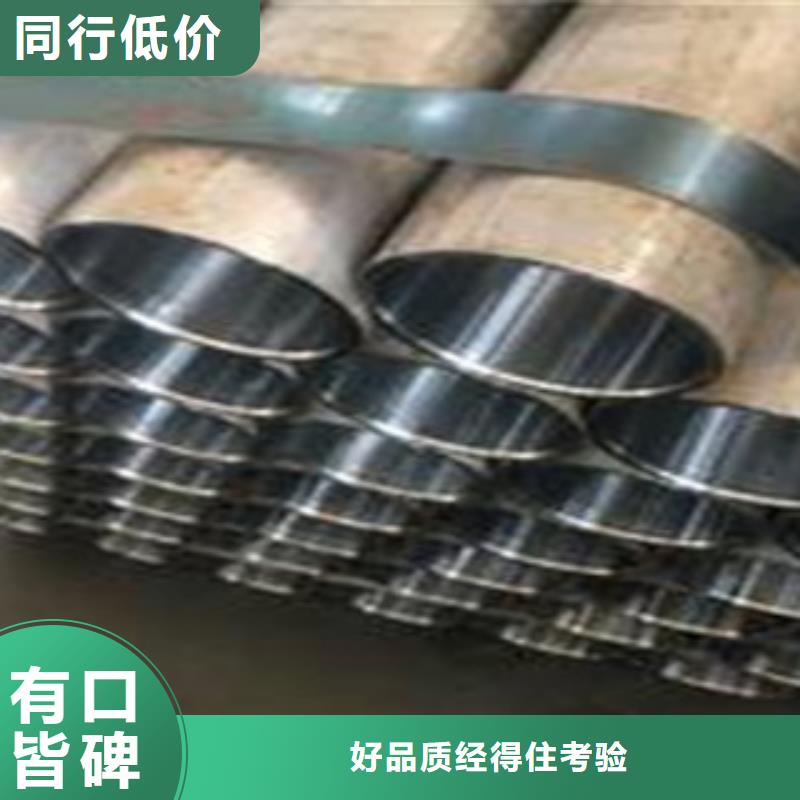
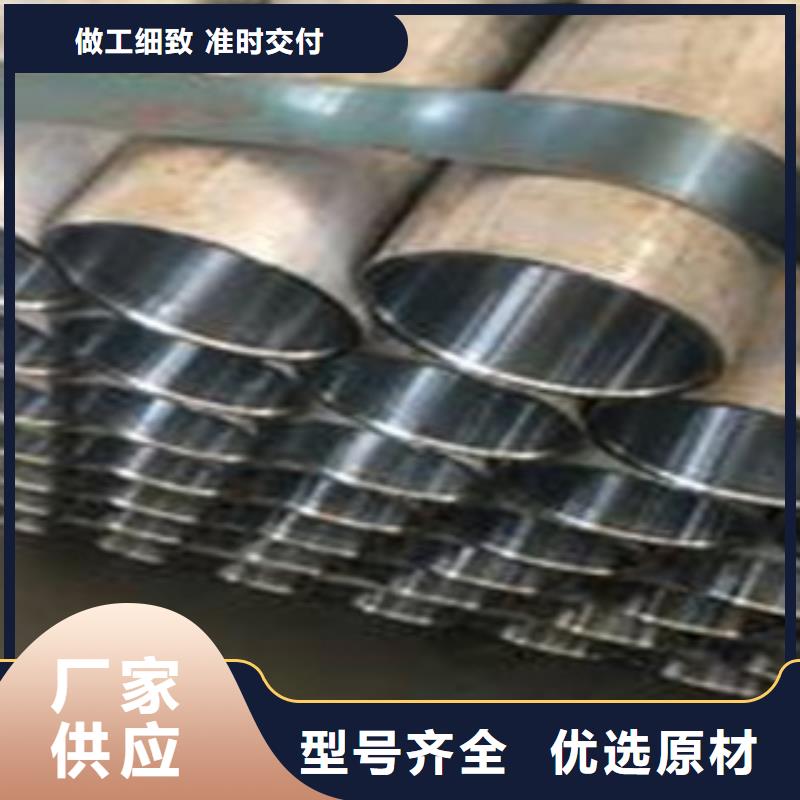
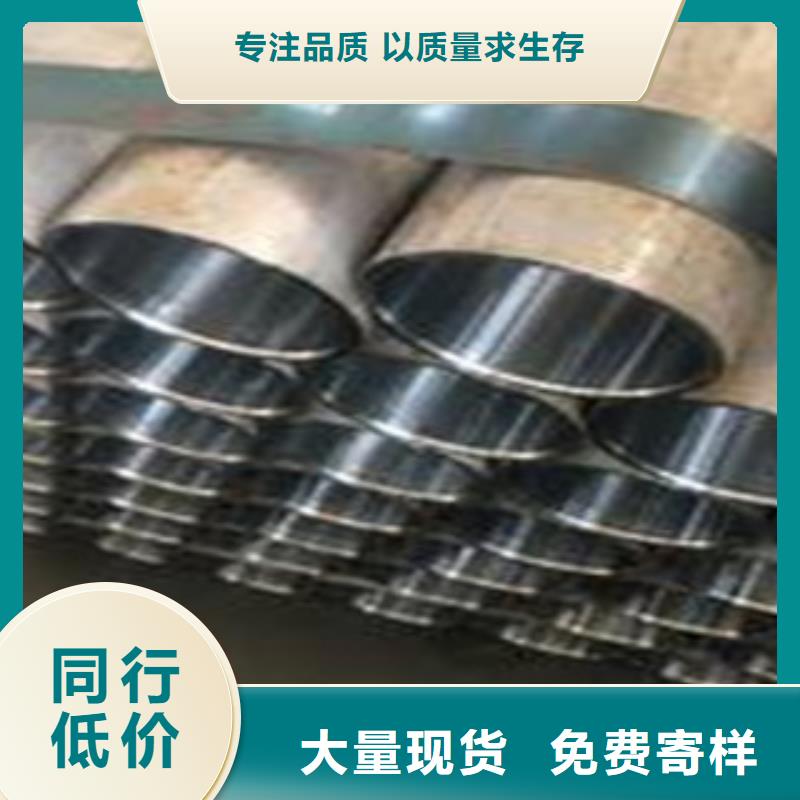
珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。
与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。
为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。 要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。



产品

- 钢筋钢管类企业-值得信赖 2025-12-01
- 现货供应桥梁灯光护栏 2025-12-01
- 方矩管品牌厂家-买着放心 2025-12-01
- 工字钢下单即发货 2025-12-01
- 优选:不锈钢护栏口碑厂家 2025-12-01
- :彩色路面 2025-12-01
- 2025厂家直销##工字钢角钢槽钢##价格合理 2025-12-01
- 专业制造商【凯美】密集档案橱 2025-12-01
- 重信誉不锈钢复合管护栏2厂家 2025-12-01
- 的伸缩楼梯厂家 2025-12-01
- 吸粪车-一家专业的厂家 2025-12-01
- 尼龙绳捆扎机质量优质的厂家 2025-12-01
- 工字钢多年老厂 2025-12-01
- 声测管免费设计 2025-12-01
- 2025质量可靠##扁钢##厂家批发 2025-12-01
联系方式
