异型管加工销售
更新时间:2025-11-25 15:50:54 ip归属地:兰州,天气:晴,温度:-7-9 浏览:2次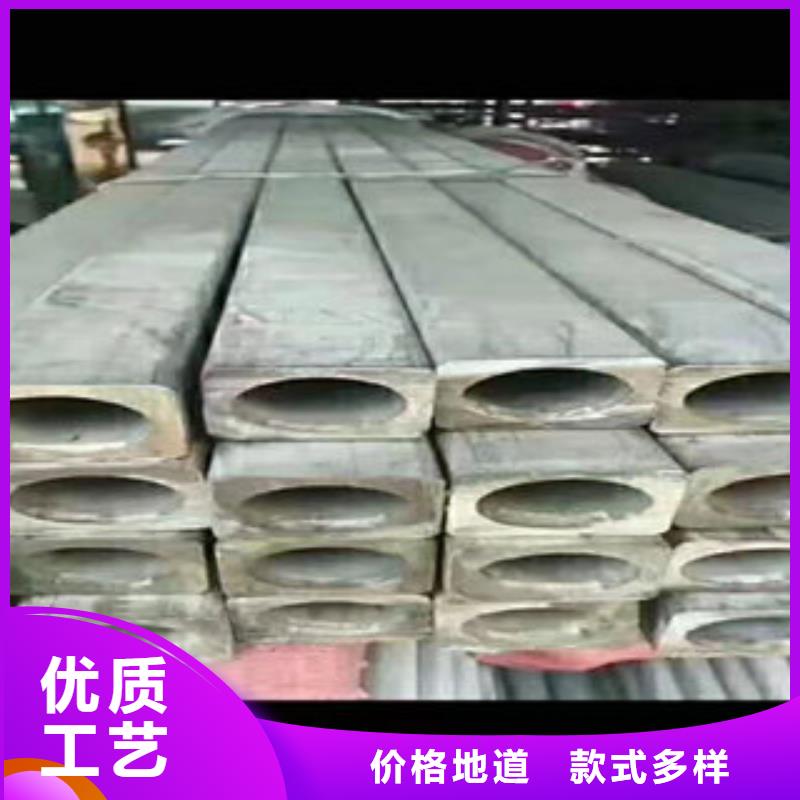


- 发布企业
- 福仕达金属材料(兰州市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 球墨铸铁管
- 所在地
- 开发区汇通物流园内
- 联系电话
- 0527-88266222
- 手机
- 18762195566
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:甘肃省兰州市异型管加工销售的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 异型管加工销售供应范围覆盖甘肃省、兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 七里河区、西固区、安宁区、红古区、永登县、皋兰县、榆中县等区域。 |
【福仕达】业务覆盖多领域场景,主营安宁球墨铸铁管多年行业经验、皋兰球墨铸铁管来图定制量大从优、张掖球墨铸铁管按需定做、酒泉球墨铸铁管严选材质、临夏球墨铸铁管厂家直营等产品服务。异型管加工销售,福仕达金属材料(兰州市分公司)专业从事异型管加工销售,联系人:李经理,电话:【0527-88266222】、【18762195566】,以下是异型管加工销售的详细页面。 甘肃省,兰州市 2012年,国务院批复西北地区新区兰州新区,明确把建设兰州新区作为深入实施西部大开发战略的重要举措,并于2020年将兰州发展为西北地区现代化大都市。2017年,《兰州—西宁城市群发展规划》明确把兰州—西宁城市群培育发展成为支撑国土和生态格局、维护西北地区繁荣稳定的重要城市群。
不要错过我们上传的异型管加工销售视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
以下是:异型管加工销售的图文介绍

冷拔异型管有很多形状,如方形、矩形、锥形、梯形、螺旋形等。异型钢管更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动生产率。其广泛应用在航空、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。生产异型管的方法有冷拔、电焊、挤压、热轧等,其中冷拔法生产的冷拔异型管得到了比较广泛的应用。
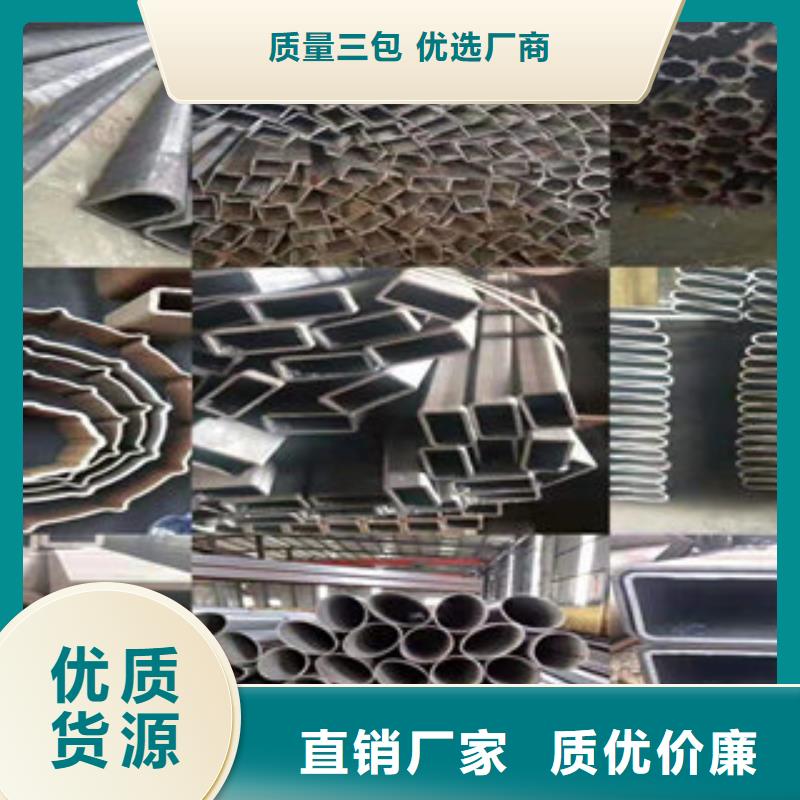
冷拔异型无缝钢管分异型方管、矩异型管、异型焊管、螺旋焊管,规格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋钢管.螺旋钢管规格,219mm-2020mm,壁厚5mm-20mm.直缝规格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸、102、108、127、133、139、159、168、177、194、219、273、325等规格异型管一般多是指方矩型钢管。
冷拔异型无缝钢管分异型方管、矩异型管、异型焊管、螺旋焊管,规格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋钢管.螺旋钢管规格,219mm-2020mm,壁厚5mm-20mm.直缝规格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸、102、108、127、133、139、159、168、177、194、219、273、325等规格异型管一般多是指方矩型钢管。


焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。



甘肃兰州福仕达金属材料有限公司长期致力于【球墨铸铁管】的研究、开发、生产工作,积累了丰富的【球墨铸铁管】开发及生产经验,深受市场宠爱,是购买【球墨铸铁管】的理想选择。
甘肃兰州福仕达金属材料有限公司,【球墨铸铁管】行业质量口碑相传,竭诚为您提供高质的【球墨铸铁管】产品的服务! 欢迎您成为我们的合作伙伴!

您是想要在甘肃省兰州市采购高质量的异型管加工销售产品吗?福仕达金属材料(兰州市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的异型管加工销售产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【18762195566】,地址:《开发区汇通物流园内》。