弯供机广受好评
更新时间:2025-11-21 12:39:57 ip归属地:天水,天气:晴转多云,温度:-2-12 浏览:3次

- 发布企业
- 万泽锦达机械制造(天水市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 圆管弯供机
- 所在地
- 小店区208国道东浦村东浦路一号
- 联系电话
- 0527-88266888
- 手机
- 17768165506
- 联系人
- 简强 请说明来自商助贸易宝,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 弯供机广受好评供应范围覆盖甘肃省、兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 秦州区、麦积区、清水县、秦安县、甘谷县、武山县等区域。 |

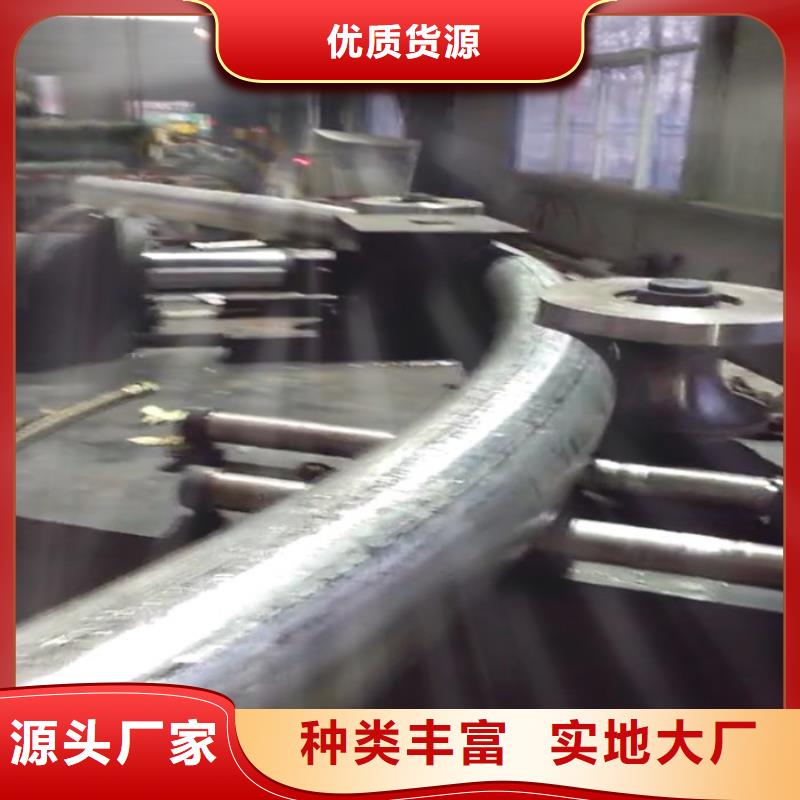
型钢冷弯机在油箱没有注入油前切勿启动电机,使用前先检查油箱内的油是否加满,如不足应加满,以防油泵吸空;设备使用的液压油要经过严格的过滤方可注入油箱,油箱在装油前要清洗好,一般使用46号抗磨液压油;冷弯机又叫弯拱机,是一种在常温下加工支护、桥梁支护等工程上所使用的弧形H型钢、弧形槽钢等材料的设备;在工程中所使用的圆管强度要求比较高,热弯的出来的H型钢强度达不到,所以要在常温下加工弯曲成型,所以这就促进了H型钢冷弯机的诞生,H型钢冷弯机一般有全液压的和半液压半机械的,目前随着工程的要求越来越高,半液压的意见逐渐被淘汰了,全液压冷弯机主要是靠液压推进大顶力油缸对于工H型钢行作业,然后自然弯曲。
型钢冷弯机弯曲半径范围:可达1.5米弯曲弧长范围:可弯曲4米长度的钢材;作业原理:把型钢弯拱机上,与减速股动的滚轮后,将压紧手柄进给锁紧,发起电机油泵组,由电动油泵输出的高压溢流阀(可悉数压力),集成块到电缆阀,有电液阀和动点开关(点进,点退)操控油缸作业,作业油缸推动,将圆管与三个支撑游轮压紧并为发生曲折变形是时开始核算,油缸推动的长度为10mm-15mm,开主电机股动圆管作业,重复操作,抵达所需间断。
型钢冷弯机注意事项:①正确使用设备,遵守操作规程,是设备故障,设备使用寿命,保障生产的条件,此设备的操作者及人员需了解设备的结构、性能、和操作规程;②在油箱没有注入油前切勿启动电机,使用前先检查油箱内的油是否加满,如没有加满,会造成油泵吸空,导致液压油顶压力不足;设备使用的液压油要经过过滤方可注入油箱,油箱在装油前要清洗好,一般使用46号或68号抗磨液压油;③本设备是用油为介质,做好油及本设备的清洁工作,以免淤塞或漏油影响使用效果。


WGJ系列冷弯机是我厂的一种多功能型钢冷弯设备,。主要用于C型钢、圆管、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。采用数显编码器编程,使液压定位准确,所弯型钢一次自动成型,效率高、操作方便。并且加工精度大,主要应用于,地铁,水电站,地下洞室等。具有传动平稳,压力大等特点,采用编码器定位,能准确定位。
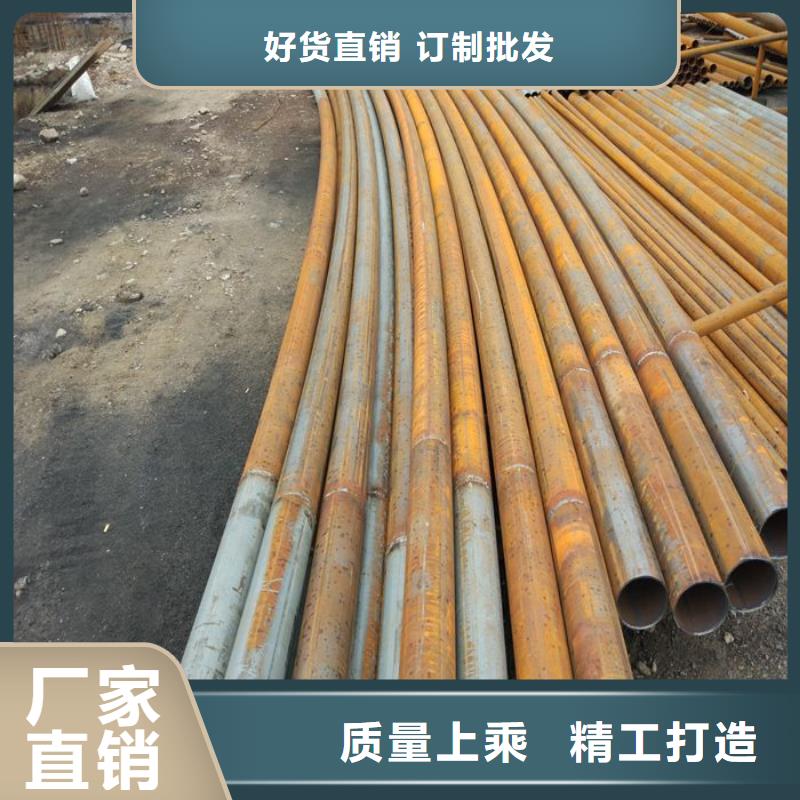
液压冷弯机所制型钢的尺寸精度高,扭曲变形小,弧度圆滑均匀。还可根据用户的不同需要,搭配不同的部件,实现对钢轨、圆管、H钢、方管、矩形管等材料进行冷弯加工,具有效率高、易运输、操作方便等优点。
冷弯机试机:为工作顺利,在开始工作前一定要把数控冷弯机调试好。1.检查冷弯机电源是否正常。2.检查冷弯机电机油泵组是否正转。3.将冷弯机压力表开关打开,溢流阀调压手轮松开。4.点动电机,检查冷弯机方向是否正确。5.检查冷弯机电液阀和点动开关是否正常。6.一切工作无误后,启动电机,将油压调至10Mpa,试运行数控冷弯机三分钟左右,如果运转正常,正式工作。



甘肃天水万泽锦达机械制造有限公司主营: 圆管弯供机等。 公司本着“品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流



定制圆管弯管机厂家直销产品介绍:
弯管机主要是通过液压系统顶进,对管材、型材进行冷弯,通过主电机的传动,带动了管材、型材往前行进,通过调节顶辊的顶进尺寸,可以调整弯曲半径。管材和钢材在冷弯压力的作用下,会有变形产生,根据钢材的变形系数不同,钢材的变形效果也不一样!
弯管机是我厂生产的母体,主要用于对管材、型钢等钢材的冷弯作业!主要适用的钢材有:圆管、方管、异型管,适用的材料有:不锈钢、铝型材等。本机主要可以用于对这些钢材的卷圆、弯弧的加工,同时,我们的设备按照工作原理可以分为:机械式、液压式、数控等类型!当然了,工作原理肯定都是相通的!只是在岁月的长河里,机械式的设备逐渐在被液压式的代替!
定制数控方管弯管机设备参数:
重量 1.5t
电机功率 4kw*3
生产速度 5m/min
配用电机 jy112m-4
外形尺寸 1200×1420×1150mm
电压 380v
安装、使用、维护全操作规程。
1、安装在坚硬的基础面上、设备保持平稳。开机前减速器应加润滑油。
2、使用设备前、请认真阅读说明书、再进行设备操作。严格遵守规章制度和安
3、操作人员应了解并掌握设备的结构及工作原理和保养检查点。掌握开机、停机的方法和顺序(按电磁调速电机的使用说明书操作)。
4、设备正在运行时如须打反转、则应先将调速开关复位、停机后停1分钟再开机。
5、被动轮进给时、应先将紧固螺栓松开、进给达到刻度后、再将圆螺母拧紧固定;被动轮两边的螺栓(4-m30)拧紧、固定。每次被动轮进给时需将工件完全退出后再进给。
6、使用过程中应及时清理压轮槽内及工作台表面的杂滓。请注意、本机电源为三项四线。

